Кріпильні деталі належать до загальних базових деталей, які зазвичай також називаються «стандартними деталями».Для деяких кріплень з високою міцністю та точністю обробка поверхні навіть важливіша, ніж термічна обробка.Усі види кріплень, що використовуються у великій кількості механічного обладнання, майже всі потрібно збирати після обробки поверхні, щоб досягти антикорозійних, декоративних, зносостійких, зменшити коефіцієнт тертя та інших ефектів, а також неорганічну обробку поверхні, електрогальванізацію та гаряче цинкування. технологія катодного захисту.
Принцип електрогальванізації сталевих кріпильних виробів полягає у використанні електролізу, утворенні рівномірного, щільного, добре поєднаного шару осадження металу або сплаву на поверхні заготовки, утворення шару покриття на поверхні сталі, щоб забезпечити захист сталі від корозії.Отже, електрооцинковане покриття - це спрямований рух від позитивного електрода до негативного за допомогою струму.Zn2+ в електроліті зароджується, росте і осідає на підкладці під дією потенціалу з утворенням оцинкованого шару.У цьому процесі не відбувається процесу дифузії між цинком і залізом.З огляду на мікроскоп, це повинен бути шар чистого цинку.По суті, гаряче оцинкований шар залізо-цинкового сплаву та чистий цинковий шар, а оцинкований лише шар чистого цинку, тому шар із залізо-цинкового сплаву з покриття в основному базується на ідентифікації методу покриття, придатного для оцинкований кріплення, сталевий дріт, сталеві труби та інші вироби.Металографічний метод і метод XRD використовуються для виявлення покриття, щоб відрізнити електрогальванічне й гаряче цинкування, а також надати вказівки для аналізу несправностей.
Існує два методи ідентифікації покриттів електрогальванічним і гарячим цинкуванням.Одним з них є металографічний метод: металографічний метод не обмежений діапазоном вмісту та розміром зразка та підходить для всіх продуктів електрогальванічного та гарячого цинкування.Інший метод - метод рентгенівської дифракції: застосовний до діаметра болтів і гайок покриття більше 5 мм у шестикутній площині;Зовнішній діаметр більше 8 мм сталевої труби поверхні радіан продуктів, щоб гарантувати, що зразок може бути зроблений у мінімальний розмір 5 мм × 5 мм плоского зразка поверхні, і всі види покриттів продукції.Можна підтвердити кристалічну структуру покриття з вмістом ≥5% фази.Зразки з дуже товстими відкладеннями чистого цинку непридатні для рентгенівської дифракції.
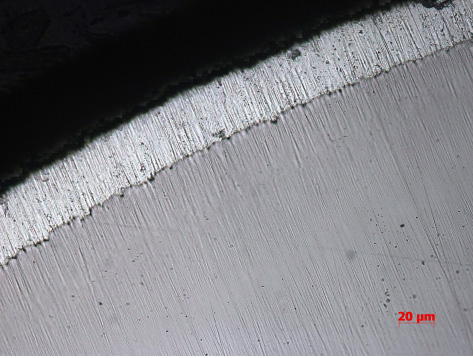
електрооцинкування

покриття гарячим цинкуванням
Час публікації: 15 вересня 2022 р